

Продукция






-

Болты из нержавеющей стали
-

Радиально-упорный шарикоподшипник
-

Резиновые уплотнительные кольца
-

Монтажное основание из алюминиевого сплава
-

Сферический двухрядный роликоподшипник
-

Цилиндрический штифт (или вал) с резьбой на одном конце
-

Прецизионная механическая обработка U-образных монтажных пластин
-

Прецизионные ступенчатые валы
-

D71X-16Q Задвижка-бабочка межфланцевая с ручным управлением
-

Зажим для труб из смолы
-

Интегрированный гидравлический корпус цилиндра
-

Фиксирующая втулка из сплава
-

Детали, изготовленные с высокой точностью и имеющие зажимные поверхности сложной дугообразной формы.
-

Фланец нержавеющий
-

Корпус из литого алюминия сложной формы, прошедший прецизионную механическую обработку
-

Сердечник пресс-формы

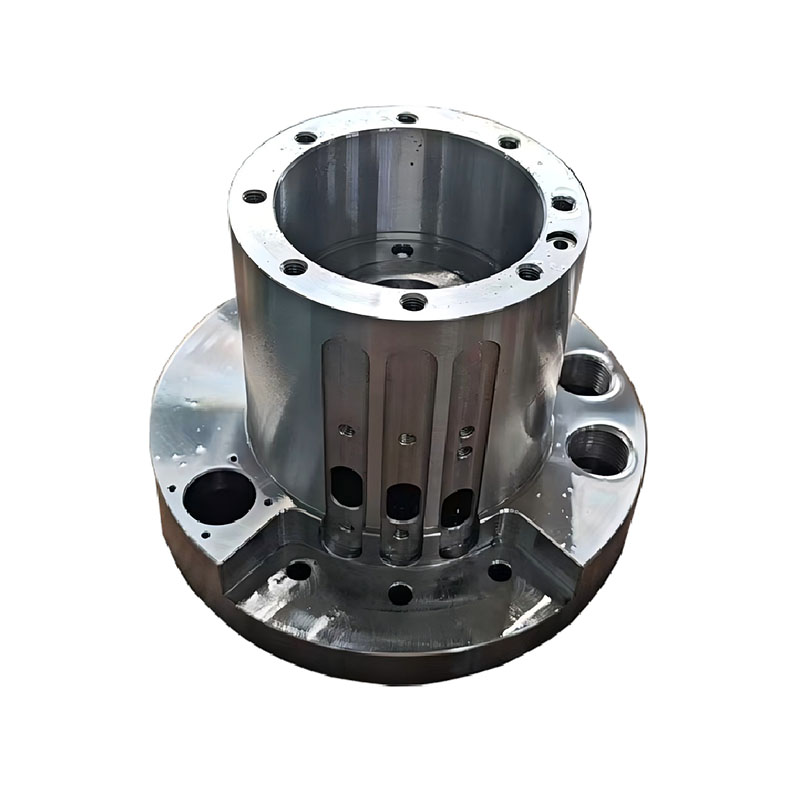
Прецизионная механическая обработка симметричных ступенчатых удлиненных оснований
Данное изделие представляет собой симметричное удлиненное монтажное основание ступенчатой формы с двухуровневой структурой. Конструкция предусматривает наличие нескольких групп монтажных отверстий (с цековкой и резьбой), расположенных на торцах и в центральной части детали.
Описание
маркер
Подробная информация о продукте
Данное изделие представляет собой симметричное удлиненное монтажное основание ступенчатой формы с двухуровневой структурой. Конструкция предусматривает наличие нескольких групп монтажных отверстий (с цековкой и резьбой), расположенных на торцах и в центральной части детали. Учитывая строгие требования к точности ступенчатых поверхностей, пазов и расположения отверстий, производственный процесс сочетает использование фрезерных станков, обрабатывающих центров и токарных станков с ЧПУ для последовательной обработки, а также ручные слесарные операции для обеспечения конечной точности изделия.
На первом этапе заготовка формируется из исходного материала с помощью фрезерного станка. Затем деталь передается на обрабатывающий центр для предварительного фрезерования, где за одну установку формируются двухуровневый ступенчатый профиль и центральный сквозной паз. Выполняется черновая обработка всех монтажных отверстий с одновременным формированием ключевых геометрических параметров (длины, ширины, высоты ступеней) и эффективным удалением излишков материала.
На втором этапе слесари выполняют финишную доработку внешних поверхностей. В ходе ручных операций удаляются заусенцы с кромок ступеней и краев отверстий, притупляются острые углы и сглаживаются следы инструмента на поверхностях плиты, что позволяет оптимизировать общую плоскостность изделия.
Третий этап включает прецизионную токарную обработку цековок и внутренних отверстий на станке с ЧПУ. Это позволяет улучшить качество обработки внутренних стенок и обеспечить требуемые допуски на диаметр отверстий, гарантируя тем самым равномерность монтажных зазоров. Весь производственный процесс характеризуется четким разделением функций: фрезерные станки отвечают за формирование заготовки, обрабатывающие центры — за создание ступенчатой геометрии, а токарные станки с ЧПУ — за обеспечение высокой точности внутренних отверстий. Комплексное использование различного оборудования минимизирует погрешности обработки, позволяя получить деталь, полностью соответствующую стандартам симметрии и плоскостности, что делает ее идеальным решением для систем позиционирования с большим ходом и сборки автоматизированной оснастки и гидравлического оборудования.
связаться с нами
Сопутствующие популярные продукты

Авиационная теплоизоляционная трубка
Это теплоизоляционная металлическая трубка авиационного назначения, являющаяся компонентом системы теплового управления в авиационных жидкостных системах.

Конический роликоподшипник
Конические роликоподшипники в первую очередь подходят для комбинированных радиальных и осевых нагрузок, где преобладают радиальные нагрузки.

Радиальный шарикоподшипник
Радиальные шарикоподшипники в основном выдерживают радиальные нагрузки, хотя они также могут выдерживать комбинированные радиальные и осевые нагрузки. Если радиальный шарикоподшипник имеет значительный радиальный зазор, он демонстрирует характеристики углового контакта.

Боковой ползун формы
Корпус ползуна: изготовлен из инструментальной стали S136/H13 (закален до HRC 50-55), обладает износостойкостью и коррозионной стойкостью, подходит для длительного серийного производства

Прецизионные детали для многопортовых гидравлических фитингов
Данное изделие представляет собой многопортовый гидравлический фитинг сложной формы с квадратным основанием и тремя коническими штуцерами, имеющими наружную резьбу.
Болты из нержавеющей стали
Это болт шарнирный вилочный из нержавеющей стали (соединительное звено штока привода).

Роликоподшипник с короткими цилиндрическими роликами
Цилиндрические роликоподшипники представляют собой разъемные подшипники с линейным контактом между внутренним и внешним кольцами и роликами, что обеспечивает низкий коэффициент трения и **высокую предельную скорость.
Металлическая втулка
Данное изделие представляет собой высокопрочную прецизионную металлическую втулку с фланцем, изготовленную методом ковки из высококачественной стали.
Интегрированный гидравлический корпус цилиндра
Служит центральным структурным элементом в гидравлических приводных системах, вмещая внутренние движущиеся компоненты, такие как поршни и золотники.

Коромысло из сплава
Коромысло из сплава является ключевым подвижным компонентом в приводных и исполнительных механизмах.
D71X-16Q Задвижка-бабочка межфланцевая с ручным управлением
Это задвижка-бабочка типа D71X-16Q с ручным управлением и мягким уплотнением для трубопроводов.

Фиксированный кронштейн из титанового сплава
Являясь основным структурным компонентом высокотехнологичного оборудования в аэрокосмической, медицинской и других отраслях, он обеспечивает точное позиционирование и стабильную несущую способность для прецизионных компонентов.

Зажимная планка
Материал: Используется сталь 45 или алюминиевый сплав (поверхность подвергается точному шлифованию/сатинированию), обладает высокой твёрдостью (для стальной HRC 45-50), устойчивостью к деформации, подходит для сценариев с высокой и низкой нагрузкой.
Прецизионная механическая обработка U-образных монтажных пластин
Данное изделие представляет собой прецизионную монтажную пластину с раздвоенной конструкцией U-образной формы. Деталь имеет крупное круглое углубление (цековку) в центре, ряд установочных отверстий и удлиненных пазов на поверхности, а также симметричные монтажные выступы, расположенные с обеих сторон.

U-образное монтажное основание, изготовленное методом прецизионной механической обработки
Данное изделие представляет собой интегрированное монтажное основание U-образной формы, объединяющее плоскую пластину и верхний U-образный профиль (желоб).

Вставка пресс-формы
Материал: Используется инструментальная сталь H13/S136 (поверхность подвергнута закалке и азотированию), твёрдость HRC 50-55, износостойкая, устойчивая к термической усталости, адаптирована к длительным циклам формования высокотемпературных расплавов (для литья под давлением/литья в металлические формы).


