

Продукция






-

Радиальный шарикоподшипник
-

Роликоподшипник с короткими цилиндрическими роликами
-

Автоматизированная сварочная установка
-

Боковой ползун формы
-
Прецизионная механическая обработка симметричных ступенчатых удлиненных оснований
-
Металлическая втулка
-

Коромысло из сплава
-

Интегрированный гидравлический корпус цилиндра
-

Радиально-упорный шарикоподшипник
-

Хомут из жаропрочного сплава
-

Детали, изготовленные с высокой точностью и имеющие зажимные поверхности сложной дугообразной формы.
-

Корпус из литого алюминия сложной формы, прошедший прецизионную механическую обработку
-

Цилиндрический штифт (или вал) с резьбой на одном конце
-

Монтажное основание из алюминиевого сплава
-

Конический роликоподшипник
-

Зажимная планка

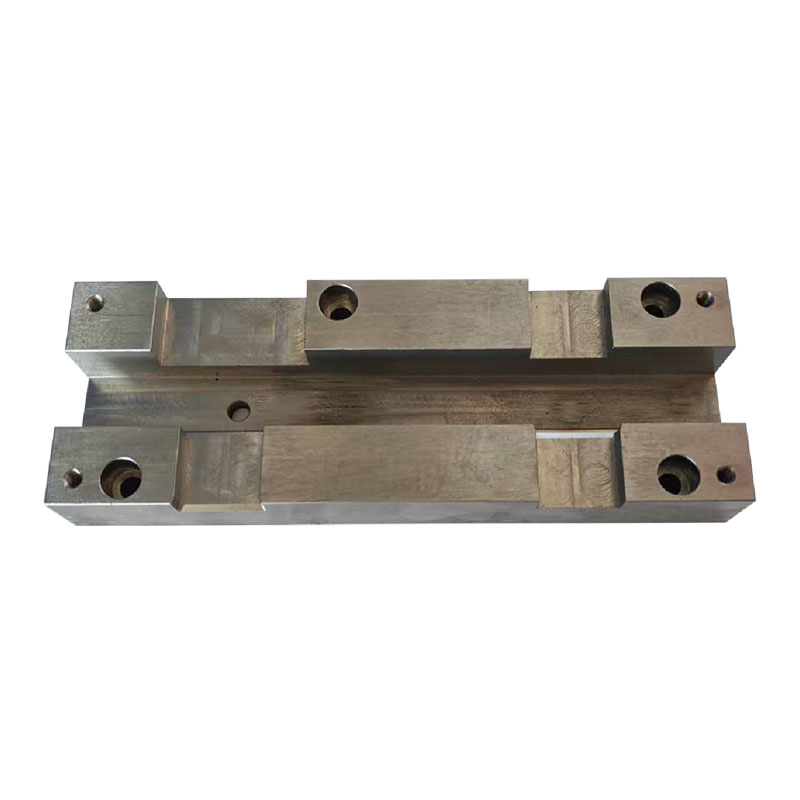
Прецизионная механическая обработка U-образных монтажных пластин
Данное изделие представляет собой прецизионную монтажную пластину с раздвоенной конструкцией U-образной формы. Деталь имеет крупное круглое углубление (цековку) в центре, ряд установочных отверстий и удлиненных пазов на поверхности, а также симметричные монтажные выступы, расположенные с обеих сторон.
Описание
маркер
Подробная информация о продукте
Данное изделие представляет собой прецизионную монтажную пластину с раздвоенной конструкцией U-образной формы. Деталь имеет крупное круглое углубление (цековку) в центре, ряд установочных отверстий и удлиненных пазов на поверхности, а также симметричные монтажные выступы, расположенные с обеих сторон. Учитывая сложность геометрии и наличие элементов (отверстий и полостей) на различных гранях, к детали предъявляются высокие требования по соосности, параллельности и симметрии. Весь процесс обработки на станке с ЧПУ выполняется на 4-осевом обрабатывающем центре в два этапа, после чего следует ручная слесарная доработка для окончательной отделки поверхностей.
Первый этап включает черновое формообразование на 4-осевом обрабатывающем центре. В ходе этого этапа выполняется фрезерование общего внешнего контура и центрального сквозного паза U-образной формы, черновое растачивание центрального круглого углубления, а также предварительное сверление всех монтажных отверстий. На этом этапе формируется единая технологическая база, эффективно удаляется основной объем припуска и задаются габаритные размеры детали.
Второй этап предусматривает переустановку и повторное закрепление заготовки для чистовой обработки на том же 4-осевом обрабатывающем центре. Благодаря использованию возможностей 4-осевого поворотного индексирования, чистовое фрезерование и растачивание боковых выступов, а также обработка отверстий и пазов на передней и задней гранях, выполняются за одну установку. Такой подход обеспечивает точный контроль размерных допусков и симметрии конструкции, минимизируя погрешности, которые могли бы возникнуть при многократном изменении ориентации детали.
После этапов прецизионной обработки на станке с ЧПУ деталь проходит ручную слесарную обработку: удаляются заусенцы, притупляются острые кромки и сглаживаются незначительные следы от инструмента, что улучшает общее качество поверхности. Стратегия производства базируется преимущественно на использовании 4-осевого оборудования, что позволяет обрабатывать элементы на различных гранях за одну установку. Это обеспечивает высокую точность и стабильность размеров, делая деталь оптимальной для применения в системах с автоматизированной оснасткой и при монтаже гидравлического оборудования.
связаться с нами
Сопутствующие популярные продукты

Дисковый затвор фланцевый нержавеющий с силиконовым уплотнением
Это дисковый затвор с силиконовым уплотнением и ручным управлением для трубопроводов.
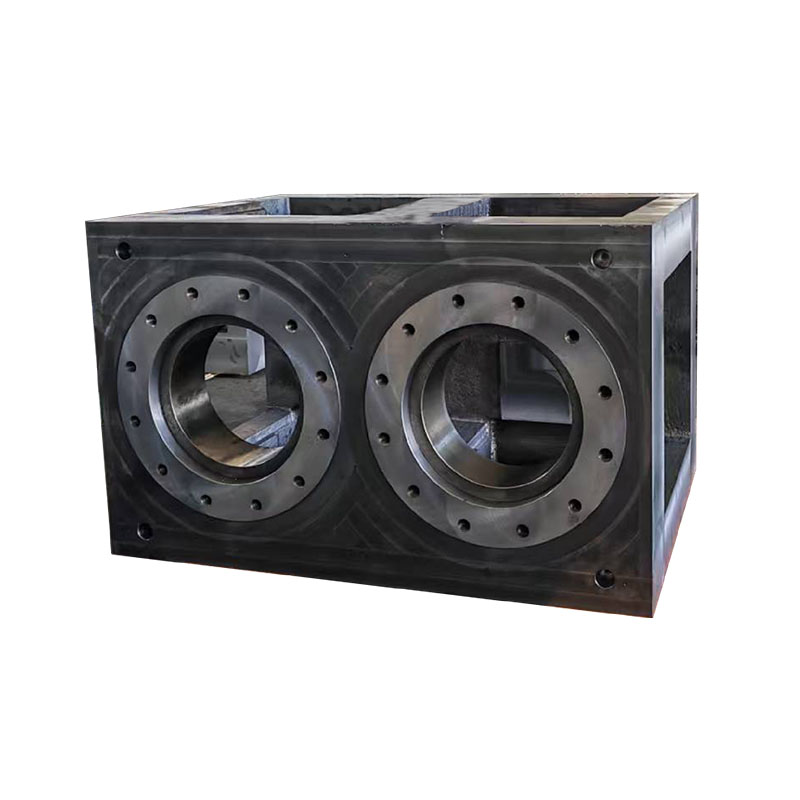
Прецизионные детали для портальных обрабатывающих центров с двумя шпинделями
Данная деталь представляет собой крупногабаритный корпус квадратной формы с двумя большими круглыми отверстиями. Она имеет полость внутри и множество базовых поверхностей для сборки, а ее сложная геометрия сочетает в себе плоские участки, дугообразные элементы и внутренние полости.
Автоматизированная сварочная установка
Материал: основная часть изготовлена из углеродистой стали Q235 (поверхность обработана пескоструйной обработкой + порошковым покрытием, цвет: белый), обладает высокой жесткостью и несущей способностью, а также устойчивостью к коррозии и ржавчине, что делает ее пригодной для использования в промышленных условиях.
Радиальный шарикоподшипник
Радиальные шарикоподшипники в основном выдерживают радиальные нагрузки, хотя они также могут выдерживать комбинированные радиальные и осевые нагрузки. Если радиальный шарикоподшипник имеет значительный радиальный зазор, он демонстрирует характеристики углового контакта.
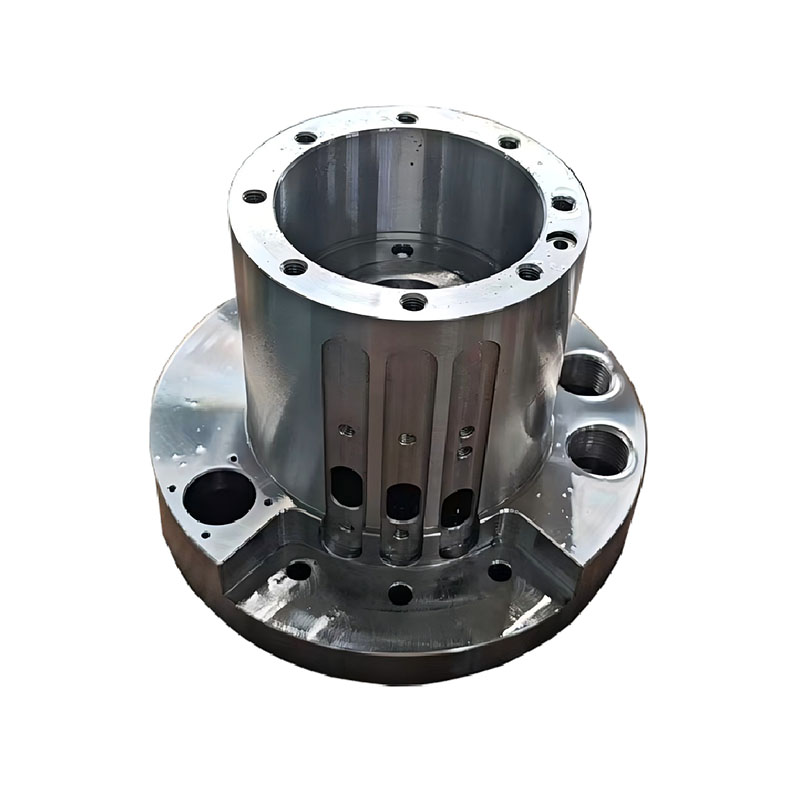
Интегрированный гидравлический корпус цилиндра
Служит центральным структурным элементом в гидравлических приводных системах, вмещая внутренние движущиеся компоненты, такие как поршни и золотники.

Промышленный блочный коллектор для жидкостных систем
Это промышленный блочный коллектор для жидкостных систем (четырёхсторонний соединительный блок для гидравлических/пневматических систем).

Шаровой кран нержавеющий резьбовой с ручным управлением
Это шаровой кран нержавеющий резьбовой с ручным управлением, широко используемый в трубопроводах для быстрого открытия и закрытия.

Соединительная тяга
Это точный соединительный кронштейн (стойка) из нержавеющей стали (специализированная соединительная тяга для промышленного оборудования).
Боковой ползун формы
Корпус ползуна: изготовлен из инструментальной стали S136/H13 (закален до HRC 50-55), обладает износостойкостью и коррозионной стойкостью, подходит для длительного серийного производства

Сердечник пресс-формы
Материал: основная часть изготовлена из инструментальной стали S136/718H (поверхность с зеркальной полировкой/азотирована), твердость HRC48-52. Обладает высокой износостойкостью и коррозионной стойкостью, подходит для массового литья под давлением различных пластиков, включая PP/ABS/PC.
Прецизионная механическая обработка симметричных ступенчатых удлиненных оснований
Данное изделие представляет собой симметричное удлиненное монтажное основание ступенчатой формы с двухуровневой структурой. Конструкция предусматривает наличие нескольких групп монтажных отверстий (с цековкой и резьбой), расположенных на торцах и в центральной части детали.
Роликоподшипник с короткими цилиндрическими роликами
Цилиндрические роликоподшипники представляют собой разъемные подшипники с линейным контактом между внутренним и внешним кольцами и роликами, что обеспечивает низкий коэффициент трения и **высокую предельную скорость.
Монтажное основание из алюминиевого сплава
Это точное монтажное основание из алюминиевого сплава (носитель функциональных модулей оборудования).
Радиально-упорный шарикоподшипник
Радиально-упорные шарикоподшипники отличаются относительно высокой предельной скоростью вращения и могут одновременно воспринимать как радиальные, так и осевые нагрузки, либо воспринимать исключительно осевые нагрузки. Их осевая нагрузочная способность определяется углом контакта и увеличивается по мере увеличения угла контакта.

Зажим для труб из смолы
Обеспечивает быстрое крепление и позиционирование труб в трубопроводных системах с небольшой нагрузкой. Имеет мягкую внутреннюю облицовку, которая амортизирует вибрации труб и предотвращает истирание поверхности, обеспечивая аккуратную и упорядоченную прокладку труб, а также защиту от внешнего износа.

D71X-16Q Задвижка-бабочка межфланцевая с ручным управлением
Это задвижка-бабочка типа D71X-16Q с ручным управлением и мягким уплотнением для трубопроводов.


