

Продукция






-

Фланец нержавеющий
-

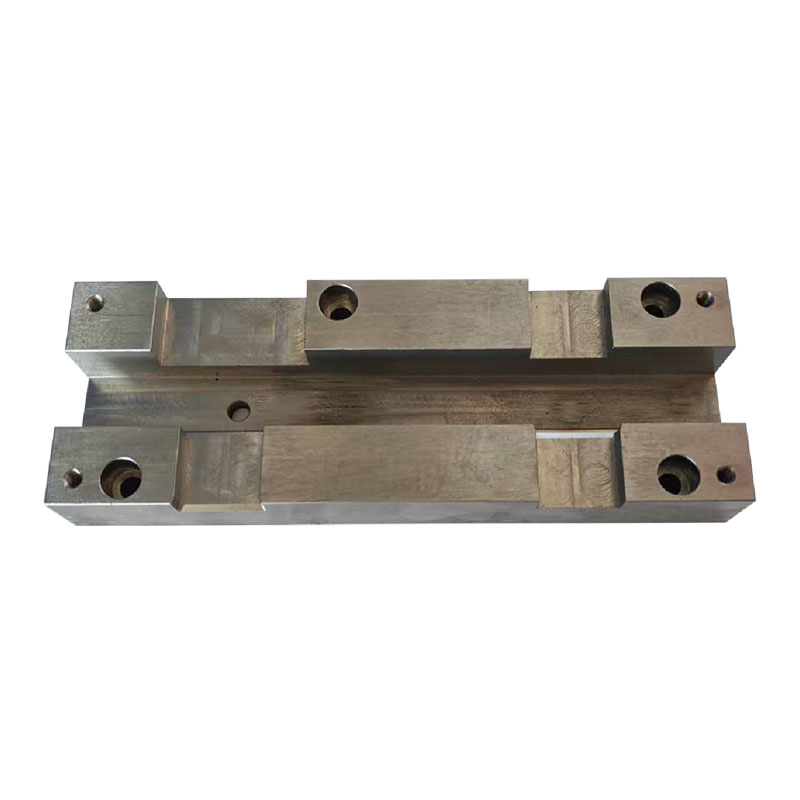
Детали, изготовленные с высокой точностью и имеющие зажимные поверхности сложной дугообразной формы.
-

Прецизионные детали для многопортовых гидравлических фитингов
-

Коромысло из сплава
-

Шаровой кран нержавеющий резьбовой с ручным управлением
-

Фиксированный кронштейн из титанового сплава
-
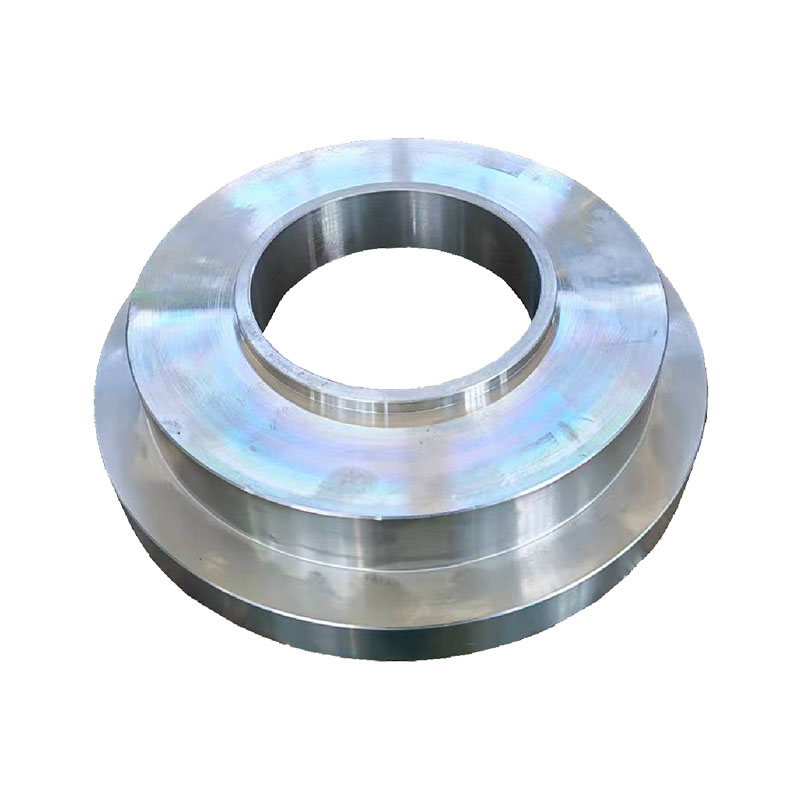
Ступенчатые кольцевые прецизионные поковки
-

Авиационная теплоизоляционная трубка
-

Интегрированный гидравлический корпус цилиндра
-

Промышленный блочный коллектор для жидкостных систем
-

Фиксирующая втулка из сплава
-

Шестигранная заглушка с наружной резьбой из цельной латуни
-

Соединительная тяга
-

Радиальный шарикоподшипник
-

Конический роликоподшипник
-

Роликоподшипник с короткими цилиндрическими роликами

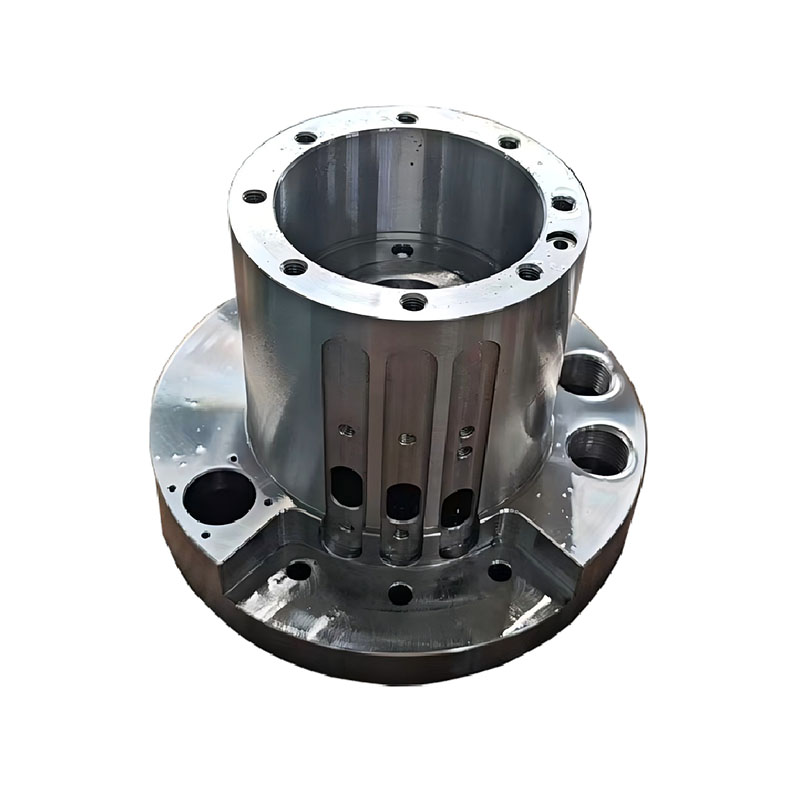
Прецизионные детали для портальных обрабатывающих центров с двумя шпинделями
Данная деталь представляет собой крупногабаритный корпус квадратной формы с двумя большими круглыми отверстиями. Она имеет полость внутри и множество базовых поверхностей для сборки, а ее сложная геометрия сочетает в себе плоские участки, дугообразные элементы и внутренние полости.
Описание
маркер
Подробная информация о продукте
Данная деталь представляет собой крупногабаритный корпус квадратной формы с двумя большими круглыми отверстиями. Она имеет полость внутри и множество базовых поверхностей для сборки, а ее сложная геометрия сочетает в себе плоские участки, дугообразные элементы и внутренние полости. Все шесть этапов механической обработки выполняются на одном портальном обрабатывающем центре с использованием торцевых фрез различных размеров, что позволяет осуществлять послойную обработку всей внутренней и внешней структуры заготовки.
На первом и втором этапах для обработки наружных поверхностей за два прохода применяется торцевая фреза диаметром 200 мм; в ходе чернового фрезерования удаляется основной объем припуска и формируются базовые плоскости, что обеспечивает общую плоскостность и точность внешних габаритов (длины и ширины).
Для третьего и четвертого этапов инструмент заменяется на торцевую фрезу диаметром 160 мм, которой последовательно обрабатываются четыре боковые грани, а затем дугообразные поверхности фланца и торцевые поверхности (верхняя и нижняя); это позволяет довести до требуемых параметров внешний контур и посадочное место кольцевого фланца.
Пятый этап посвящен обработке нижней поверхности корпуса и внутренней полости: удаляется лишний материал при строгом контроле глубины полости и вертикальности внутренних стенок.
На шестом этапе используются торцевые фрезы меньшего диаметра (63 мм и 80 мм) для чистовой обработки дугообразных поверхностей фланца и различных посадочных мест, что обеспечивает соблюдение жестких допусков на расположение отверстий и плоскостность поверхностей.
Весь технологический процесс опирается на возможности портального обрабатывающего центра — большой ход рабочих органов и высокую жесткость конструкции, — что исключает необходимость перемещения заготовки между разными станками. Использование различных торцевых фрез для последовательной обработки (с переходом от черновых операций к чистовым) позволяет постепенно минимизировать погрешности обработки. Готовое изделие отличается высоким качеством чистовой обработки поверхностей и точной геометрией фланца (высокой круглостью), что делает его пригодным для сборки основных корпусов крупногабаритного гидравлического и горно-шахтного оборудования.
связаться с нами
Сопутствующие популярные продукты
Прецизионные детали для многопортовых гидравлических фитингов
Данное изделие представляет собой многопортовый гидравлический фитинг сложной формы с квадратным основанием и тремя коническими штуцерами, имеющими наружную резьбу.
Фиксированный кронштейн из титанового сплава
Являясь основным структурным компонентом высокотехнологичного оборудования в аэрокосмической, медицинской и других отраслях, он обеспечивает точное позиционирование и стабильную несущую способность для прецизионных компонентов.

Сердечник пресс-формы
Материал: основная часть изготовлена из инструментальной стали S136/718H (поверхность с зеркальной полировкой/азотирована), твердость HRC48-52. Обладает высокой износостойкостью и коррозионной стойкостью, подходит для массового литья под давлением различных пластиков, включая PP/ABS/PC.

Хомут из жаропрочного сплава
Это хомут трубопроводный высоколегированный для тяжелых условий эксплуатации (специальный крепежно-соединительный элемент для промышленных трубопроводов высокого давления).

Вставка пресс-формы
Материал: Используется инструментальная сталь H13/S136 (поверхность подвергнута закалке и азотированию), твёрдость HRC 50-55, износостойкая, устойчивая к термической усталости, адаптирована к длительным циклам формования высокотемпературных расплавов (для литья под давлением/литья в металлические формы).

Сферический двухрядный роликоподшипник
Самоустанавливающиеся роликовые подшипники имеют два ряда роликов, в основном предназначенных для выдерживания радиальных нагрузок, а также для восприятия осевых нагрузок в любом направлении.
Коромысло из сплава
Коромысло из сплава является ключевым подвижным компонентом в приводных и исполнительных механизмах.

Зажим для труб из смолы
Обеспечивает быстрое крепление и позиционирование труб в трубопроводных системах с небольшой нагрузкой. Имеет мягкую внутреннюю облицовку, которая амортизирует вибрации труб и предотвращает истирание поверхности, обеспечивая аккуратную и упорядоченную прокладку труб, а также защиту от внешнего износа.
Металлическая втулка
Данное изделие представляет собой высокопрочную прецизионную металлическую втулку с фланцем, изготовленную методом ковки из высококачественной стали.

Цилиндрический штифт (или вал) с резьбой на одном конце
Данное изделие представляет собой цилиндрический штифт с наружной резьбой на одном конце, изготовленный методом прецизионной механической обработки из цельной металлической заготовки (прутка).

Радиально-упорный шарикоподшипник
Радиально-упорные шарикоподшипники отличаются относительно высокой предельной скоростью вращения и могут одновременно воспринимать как радиальные, так и осевые нагрузки, либо воспринимать исключительно осевые нагрузки. Их осевая нагрузочная способность определяется углом контакта и увеличивается по мере увеличения угла контакта.

Упорный шарикоподшипник
Простые упорные шарикоподшипники подразделяются на однонаправленные и двунаправленные. Однонаправленные простые упорные шарикоподшипники имеют стальные шарики между парой дорожек качения, как правило, с углом контакта 90°.

U-образное монтажное основание, изготовленное методом прецизионной механической обработки
Данное изделие представляет собой интегрированное монтажное основание U-образной формы, объединяющее плоскую пластину и верхний U-образный профиль (желоб).
Конический роликоподшипник
Конические роликоподшипники в первую очередь подходят для комбинированных радиальных и осевых нагрузок, где преобладают радиальные нагрузки.
Прецизионная механическая обработка симметричных ступенчатых удлиненных оснований
Данное изделие представляет собой симметричное удлиненное монтажное основание ступенчатой формы с двухуровневой структурой. Конструкция предусматривает наличие нескольких групп монтажных отверстий (с цековкой и резьбой), расположенных на торцах и в центральной части детали.
Соединительная тяга
Это точный соединительный кронштейн (стойка) из нержавеющей стали (специализированная соединительная тяга для промышленного оборудования).


