

Продукция






-

Промышленный блочный коллектор для жидкостных систем
-

Авиационная теплоизоляционная трубка
-

Фиксирующая втулка из сплава
-

Сферический двухрядный роликоподшипник
-
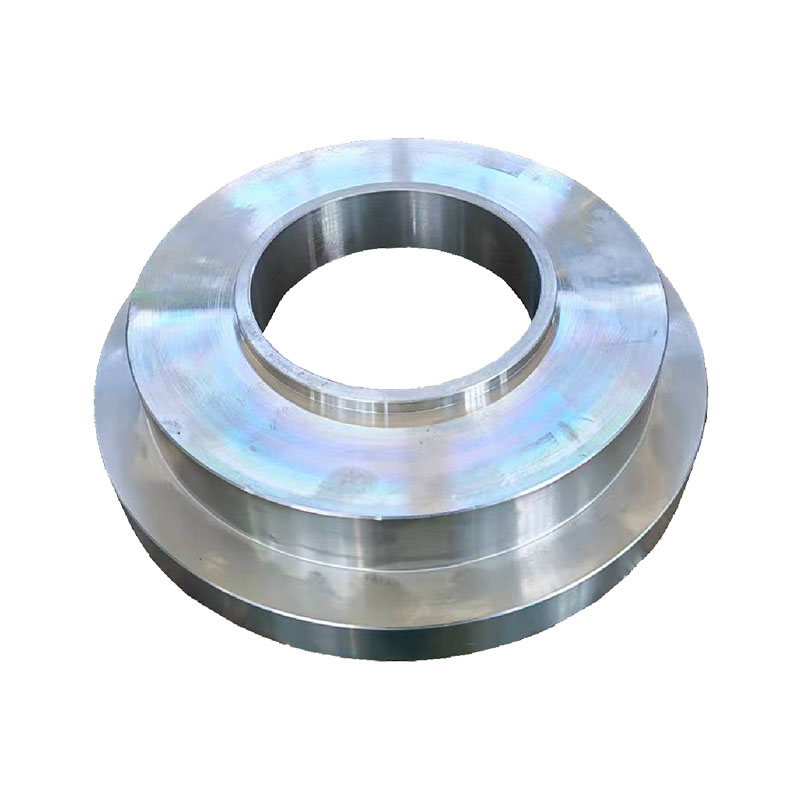
Ступенчатые кольцевые прецизионные поковки
-

Соединительная тяга
-

Боковой ползун формы
-
Металлическая втулка
-

Радиальный шарикоподшипник
-

Болты из нержавеющей стали
-

Зажим для труб из смолы
-

Многогнёздная прецизионная пресс-форма для литья пластмасс
-

Зажимная планка
-

Хомут из жаропрочного сплава
-

Фланец нержавеющий
-

Дисковый затвор фланцевый нержавеющий с силиконовым уплотнением

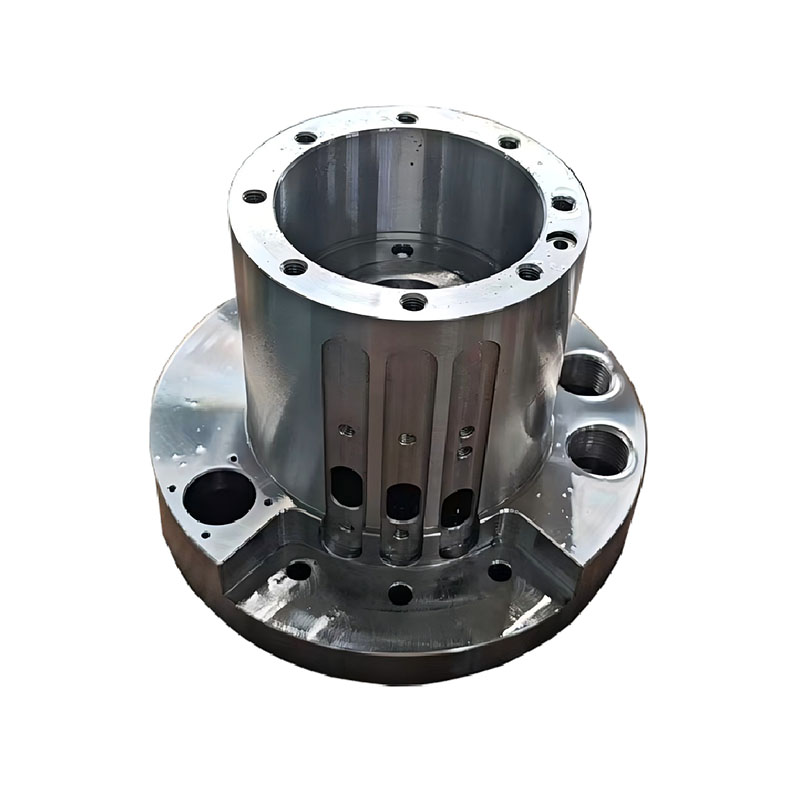
Прецизионные детали для многопортовых гидравлических фитингов
Данное изделие представляет собой многопортовый гидравлический фитинг сложной формы с квадратным основанием и тремя коническими штуцерами, имеющими наружную резьбу.
Описание
маркер
Подробная информация о продукте
Данное изделие представляет собой многопортовый гидравлический фитинг сложной формы с квадратным основанием и тремя коническими штуцерами, имеющими наружную резьбу. Его сложная конфигурация объединяет различные элементы — резьбу, сквозные каналы, а также монтажные и установочные отверстия, — что требует высокой точности обработки для обеспечения герметичности и соосности. Прецизионная чистовая обработка осуществляется в несколько этапов с использованием токарных станков с ЧПУ, а также 3- и 4-осевых обрабатывающих центров; при этом на каждом этапе ведется строгий контроль геометрических параметров.
На первом этапе токарный станок с ЧПУ используется для выполнения базовой токарной обработки и формирования трех конических штуцеров: выполняется точная нарезка наружной резьбы и обработка поверхностей уплотнительных конусов с жестким соблюдением допусков на посадку резьбы.
На втором и пятом этапах задействуется 4-осевой обрабатывающий центр. Благодаря возможностям 4-осевого позиционирования (индексации) система выполняет фрезерование граней основания и зон пересечения отверстий с различных ракурсов, что позволяет решить задачу полной обработки сложной многонаправленной детали за одну установку.
Третий этап включает дополнительную фрезерную обработку на обрабатывающем центре для чистовой обработки монтажной поверхности и установочных цековок, обеспечивая плоскостность торцевой поверхности. На четвертом этапе деталь возвращается на токарный станок с ЧПУ для повторной прецизионной обработки, направленной на улучшение качества поверхности резьбы и повышение точности геометрии уплотнительного конуса.
На заключительном этапе используется 3-осевой обрабатывающий центр для выполнения финишных операций, включая точную обработку кромок, удаление припуска и приведение сборочных базовых размеров к заданным стандартам. Весь технологический процесс представляет собой последовательную обработку на различных станках с ЧПУ, позволяющую постепенно устранять погрешности базирования и зажима. Это гарантирует высокое качество резьбы, плоскостность уплотнительных поверхностей и стабильность геометрических параметров; готовые изделия пригодны для использования в гидравлических системах высокого давления и отличаются высокой стабильностью характеристик при серийном производстве.
связаться с нами
Сопутствующие популярные продукты
Металлическая втулка
Данное изделие представляет собой высокопрочную прецизионную металлическую втулку с фланцем, изготовленную методом ковки из высококачественной стали.

Упорный шарикоподшипник
Простые упорные шарикоподшипники подразделяются на однонаправленные и двунаправленные. Однонаправленные простые упорные шарикоподшипники имеют стальные шарики между парой дорожек качения, как правило, с углом контакта 90°.

Радиально-упорный шарикоподшипник
Радиально-упорные шарикоподшипники отличаются относительно высокой предельной скоростью вращения и могут одновременно воспринимать как радиальные, так и осевые нагрузки, либо воспринимать исключительно осевые нагрузки. Их осевая нагрузочная способность определяется углом контакта и увеличивается по мере увеличения угла контакта.
Зажим для труб из смолы
Обеспечивает быстрое крепление и позиционирование труб в трубопроводных системах с небольшой нагрузкой. Имеет мягкую внутреннюю облицовку, которая амортизирует вибрации труб и предотвращает истирание поверхности, обеспечивая аккуратную и упорядоченную прокладку труб, а также защиту от внешнего износа.

Вставка пресс-формы
Материал: Используется инструментальная сталь H13/S136 (поверхность подвергнута закалке и азотированию), твёрдость HRC 50-55, износостойкая, устойчивая к термической усталости, адаптирована к длительным циклам формования высокотемпературных расплавов (для литья под давлением/литья в металлические формы).

Прецизионные ступенчатые валы
Данное изделие представляет собой прецизионный металлический вал сложной ступенчатой конфигурации, включающий основание с несколькими кольцевыми уступами, центральный конический переходный участок и тонкий цилиндрический наконечник; все эти элементы выполнены как единое целое.

Резиновые уплотнительные кольца
Материал: Изготовлено из пищевого силикона/нитрильного каучука (прозрачные варианты преимущественно из силикона), обладает термостойкостью (от -40 °C до 200 °C), стойкостью к старению и отличной эластичностью. Пищевой состав позволяет контактировать с водой, пищевыми продуктами и подобными средами.

D71X-16Q Задвижка-бабочка межфланцевая с ручным управлением
Это задвижка-бабочка типа D71X-16Q с ручным управлением и мягким уплотнением для трубопроводов.
Болты из нержавеющей стали
Это болт шарнирный вилочный из нержавеющей стали (соединительное звено штока привода).

Сердечник пресс-формы
Материал: основная часть изготовлена из инструментальной стали S136/718H (поверхность с зеркальной полировкой/азотирована), твердость HRC48-52. Обладает высокой износостойкостью и коррозионной стойкостью, подходит для массового литья под давлением различных пластиков, включая PP/ABS/PC.

Шестигранная заглушка с наружной резьбой из цельной латуни
Материал: отлита из чистой латуни T2, отличается высокой плотностью (8,9 г/см³), устойчивостью к давлению и коррозии. Устойчива к ржавлению при длительном использовании и подходит для применения с горячей/холодной водой, газом и маслом.
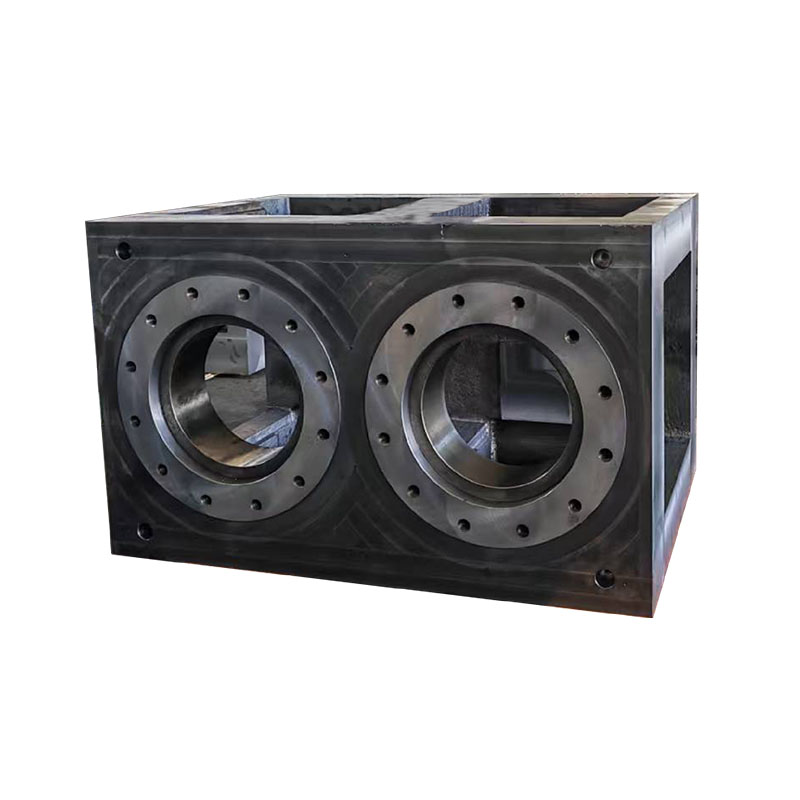
Прецизионные детали для портальных обрабатывающих центров с двумя шпинделями
Данная деталь представляет собой крупногабаритный корпус квадратной формы с двумя большими круглыми отверстиями. Она имеет полость внутри и множество базовых поверхностей для сборки, а ее сложная геометрия сочетает в себе плоские участки, дугообразные элементы и внутренние полости.

Автоматизированная сварочная установка
Материал: основная часть изготовлена из углеродистой стали Q235 (поверхность обработана пескоструйной обработкой + порошковым покрытием, цвет: белый), обладает высокой жесткостью и несущей способностью, а также устойчивостью к коррозии и ржавчине, что делает ее пригодной для использования в промышленных условиях.

Коромысло из сплава
Коромысло из сплава является ключевым подвижным компонентом в приводных и исполнительных механизмах.
Зажимная планка
Материал: Используется сталь 45 или алюминиевый сплав (поверхность подвергается точному шлифованию/сатинированию), обладает высокой твёрдостью (для стальной HRC 45-50), устойчивостью к деформации, подходит для сценариев с высокой и низкой нагрузкой.

Конический роликоподшипник
Конические роликоподшипники в первую очередь подходят для комбинированных радиальных и осевых нагрузок, где преобладают радиальные нагрузки.


